




ZKRFM Stehfalzformmaschine

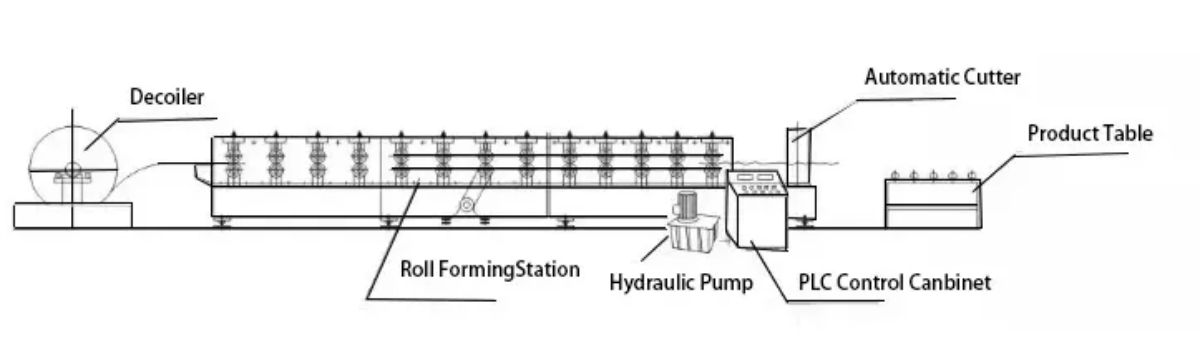
Die Rolltormaschine wird im Kaltumformverfahren hergestellt. Aufgrund ihrer energiesparenden und umweltfreundlichen Eigenschaften ist sie weit verbreitet. Sie benötigt weniger Stahl, um die geforderte Last zu erreichen, und ist nicht mehr auf die Erhöhung der Blech- oder Materialmenge angewiesen. Die mechanischen Eigenschaften des Stahls erfüllen die Lastanforderungen, können aber durch die Veränderung der Querschnittsform des Stahlprodukts verbessert werden. Kaltbiegen ist ein material- und energiesparendes, neues Metallumformverfahren und eine neue Technologie. Beim Kaltbiegen werden Coils und andere Metallbleche und -bänder in mehreren Durchgängen nacheinander umgeformt und gewalzt, um Profile mit spezifischen Abmessungen herzustellen.

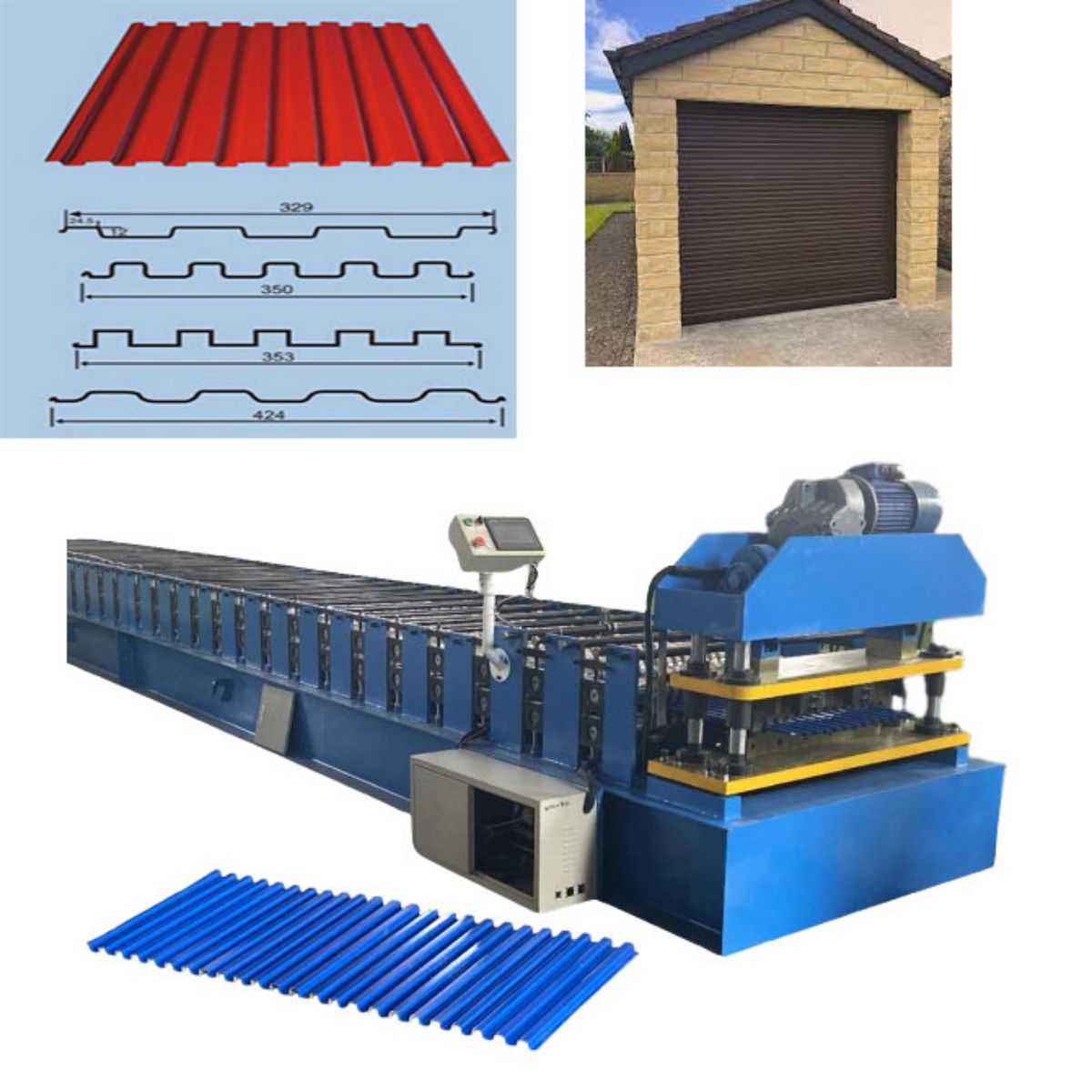
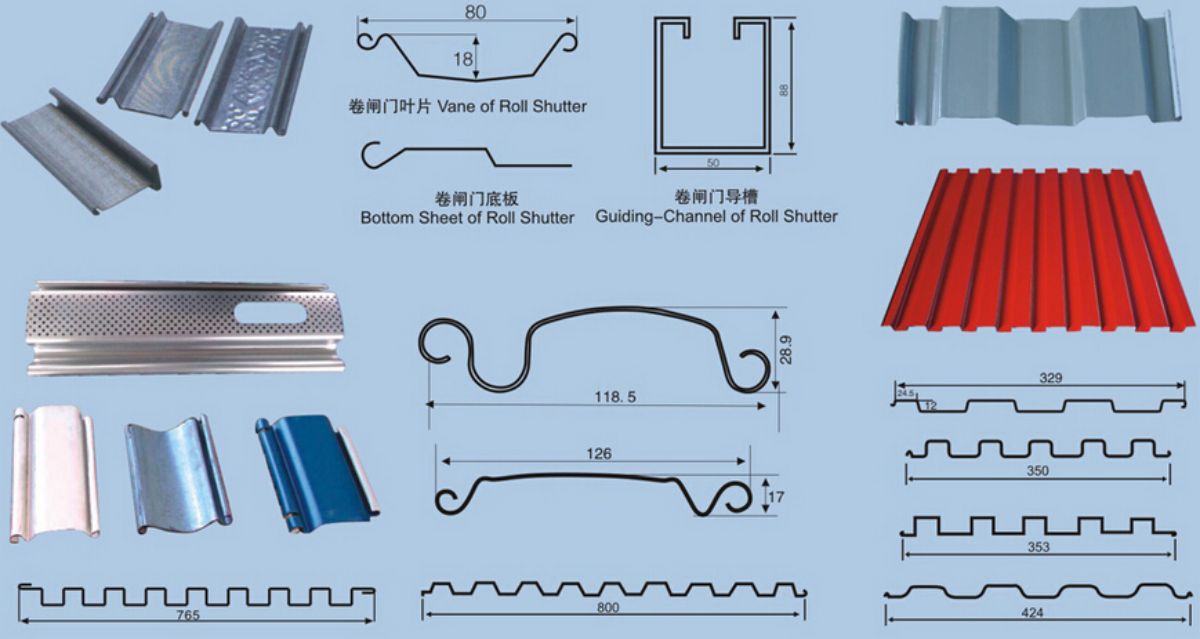
Querschnitte
| No | Artikel | Daten |
| 1 | Rohmaterialbreite | 800-1200 mm |
| 2 | effektive Plattenbreite | 600-1000 mm |
| 3 | Rohstoff | Farbiges Stahlblech, Edelstahl- oder verzinktes Stahlblech |
| 4 | Materialstärke | 0,3–0,8 mm oder kundenspezifisch |
| 5 | Formwalzenmaterial | 45# Stahl, verchromt |
| 6 | Wellendurchmesser | 40 mm |
| 7 | Formwalzenstation | 8-16 Schritte |
| 8 | Hauptmotorleistung | 3 kW 4 kW 5,5 kW (je nach Typ) |
| 9 | Hydraulische Kraft | 4 kW (je nach Typ) |
| 10 | Steuerungssystem | SPS-Steuerung |
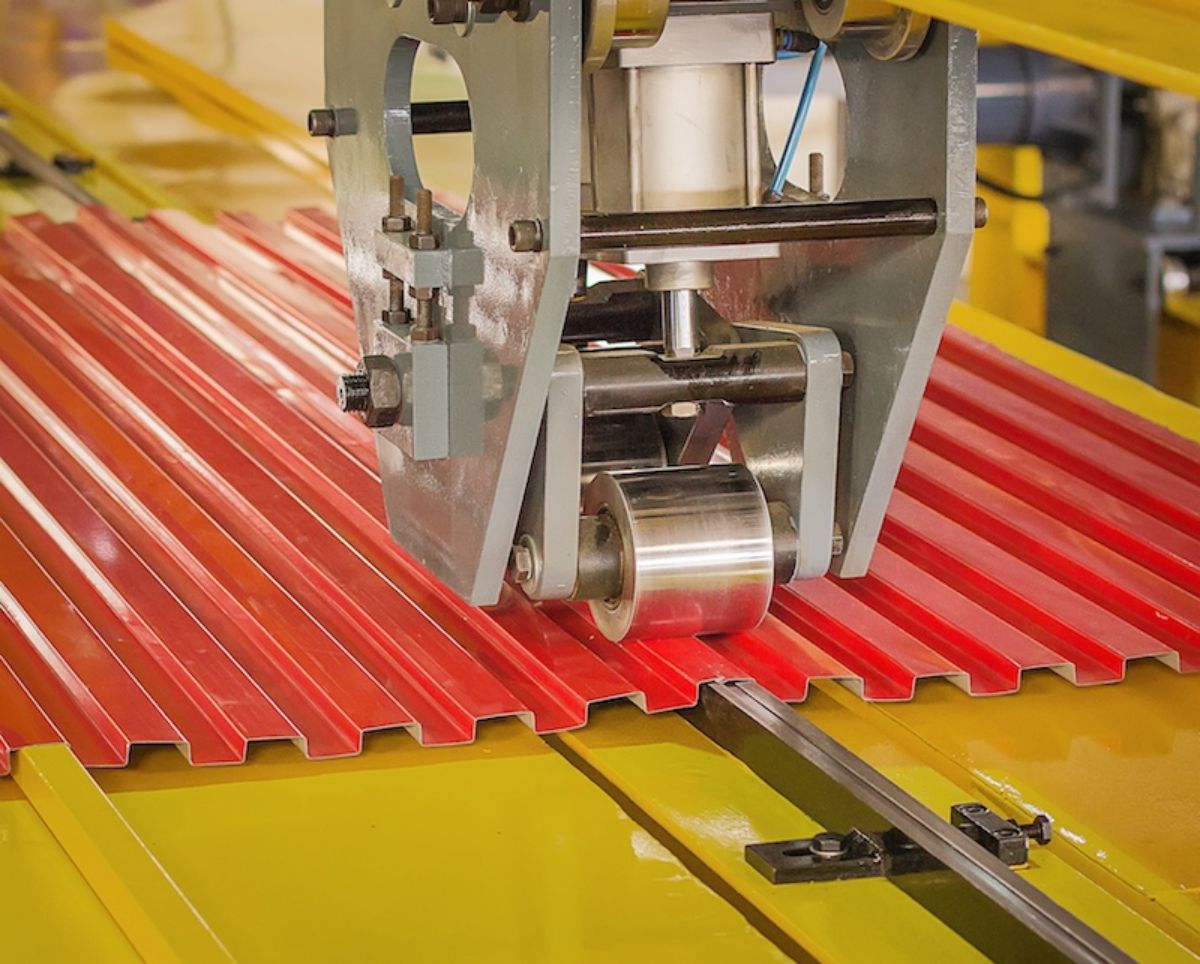


Formwalze
Die Qualität der Walzenformung bei Rolltor-Herstellungsmaschinen bestimmt die Form der Dachbleche. Wir können verschiedene Walzentypen entsprechend Ihrer lokalen Dachform anfertigen.
Dicke der Walzenchrombeschichtung: 0,05 mm
Walzenmaterial: Schmiedestahl 45# Wärmebehandlung.
Steuerungsteil
Die Steuerungselemente von Rolltor-Herstellungsmaschinen gibt es in verschiedenen Ausführungen; die Standardausführung ist die Tastensteuerung, bei der durch Drücken der Tasten verschiedene Funktionen realisiert werden.
Bei PLC-Touchscreen-Varianten können Daten auf dem Bildschirm eingestellt werden; der Preis ist etwas höher, dafür ist die Arbeitsweise intelligenter und automatisierter.





